Esimene kaarkeevitusmeetod töötati välja 19. sajandil ja see on laevaehituses kogu II-maailmasõja vältel kaubanduslikult oluliseks muutunud. Tänapäeval on see endiselt märkimisväärne protsess nii sõidukite kui ka teraskonstruktsioonide valmistamisel. See on üks kuulsamaid keevitusmeetodeid, mida kasutatakse metallide ühendamiseks tööstuses. Seda tüüpi keevitamisel saab vuugi moodustada metalli sulatamise abil elekter . Nii et selle põhjuse tõttu nimetatakse seda elektrikaareks. Selle keevitamise peamine eelis on see, et keevitamiseks saab kergesti välja töötada kõrge temperatuuri. Kaarkeevitamise temperatuurivahemik on 6k Celsiuse kraadi 7k Celsiuse kraadi. Selles artiklis käsitletakse elektrikaarkeevituse ülevaadet.
Mis on elektrikaarkeevitus?
Kaarkeevituse määratlus on keevitusprotsess, mida kasutatakse metallide keevitamiseks elektri abil, et tekiks pehmendamiseks piisav soojus metallist , samuti kui pehmendatud metall jahutatakse, siis metallid keevitatakse. Sellist keevitamist kasutatakse toiteallikas teha kaar metallpulga ja alusmaterjali vahele metallide pehmendamiseks kontakti lõpus.

Elektriline ARC-keevitamine
Need keevitajad saavad kasutada üht või teist Alalisvool muidu vahelduvvool ja elektroodid nagu tarbitavad, muidu mittetarvitavad. Üldiselt saab keevituskohta kaitsta mingisuguse kaitsegaasi, räbu, muidu auruga. See keevitus võib olla käsitsi, täielikult või poolautomaatne.
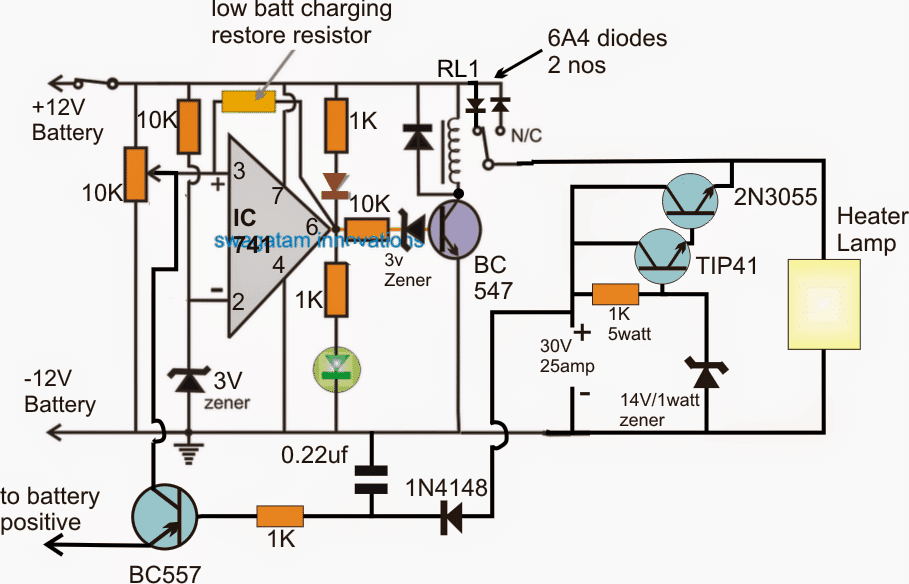
Vooluringi skeem
Kaarkeevitusprotsessis võib soojust tekitada nii elektroodi kui ka tooriku vahele löödud elektrikaare kaudu. Elektrikaar hõõgub kahe ioniseeritud gaasi kasutava elektroodi vahel.
Igat tüüpi kaarkeevitamise tehnika sõltub elektriahelast, mis sisaldab peamiselt erinevaid osi, nagu toiteallikas, toorik, keevituselektrood ja elektrikaablid elektroodi ühendamiseks, samuti toorik toiteallika suunas.

Kaarkeevitusahel
The elektrikaare mähiseahel saab moodustada elektrikaare abil nii elektroodi kui ka tooriku vahel. Kaare temperatuur võib olla 5500 ° C (10000 ° F), mis on tooriku servade ühendamiseks piisav.
Kui on vaja pikka liitumist, saab kaare liigutada läbi liitmiku. Esiserva keevitatud bassein lahustab keevitatud pinna, kui basseini tagumine serv kõveneb, moodustades vuugi.
Kui täitemetall on tihendamiseks vajalik, saab traati kasutada väljaspool materjali, mis suunatakse kaare piirkonda, mis lahustab ja koormab keevisõmblust. Täitemetalli keemiline koostis on seotud tooriku koostisega.
Keevitatud basseini sulametall võib olla keemiliselt aktiivne ja reageerida lähedal asuva atmosfääri kaudu. Järelikult võib keevisõmblus nakatuda nii oksiidi kui ka nitriidi lisamise kaudu, et nõrgendada selle mehaanilisi omadusi. Niisiis, keevisõmblust saab kaitsta neutraalsete kaitsegaaside, näiteks heeliumi, argooni ja varjestusvoogude kaudu saastumise eest. Elektroodi keevitamistsooni jaoks on varjestused elektroodi voogkatte kujul, muul juhul muudel kujul.
Tööpõhimõte
The kaare mähise tööpõhimõte see tähendab, et keevitusprotsessis võib kuumuse tekitada nii tooriku kui ka elektroodi elektrilöögiga. See on kahe elektroodi hõõguv elektrilahendus kogu ioniseeritud gaasis.
The kaarkeevitusseadmed sisaldab peamiselt vahelduvvoolumasinat, muidu alalisvoolumasinat, elektroodi, elektroodi hoidjat, kaableid, Pistikud kaabli jaoks, maandusklambrid, laastuhaam, kiiver, traathari, käsikindad, kaitseprillid, varrukad, põlled jne.
Kaarkeevitamise tüübid
Kaarkeevitamine on liigitatud erinevatesse tüüpidesse, mis hõlmavad järgmist.
- Plasmakaare keevitamine
- Metallist kaarkeevitus
- Süsinikukaare keevitamine
- Gaasivolframkaarkeevitus
- Gaasmetalli kaarkeevitus
- Kaarega vee alla keevitamine
- SMAW - varjestatud metallist kaarkeevitus
- FCAW (voolukujuline kaarkeevitus)
- ESW (elektrilöögikeevitus)
- Kaarnaela keevitamine
Plasmakaare keevitamine
Plasma kaarkeevitamine (PAW) sarnaneb GTAW või gaasivolframkeevitusega. Sellises keevitusprotsessis tekitab kaar nii tööosa kui ka volframelektroodi. Peamine plasmakaarkeevituse ja gaasivolframkeevitamise erinevus on see, et elektrood asub plasmakaarkeevituses. Seda saab gaasi soojendada temperatuuril temperatuur ja muutke see plasmaks, et rünnata keevituspiirkonda.
Metallist kaarkeevitus
Metallkaarkeevitamise (MAW) protsessis kasutatakse keevitusprotsessis peamiselt metalli elektroodi. See metallelektrood võib vastavalt nõudele olla kas tarbitav, muidu mittetarbitav. Suurema osa kasutatud elektroodist saab katta vooluga ja seda tüüpi keevitusprotsessi peamine eelis on see, et see nõuab teistega võrreldes madalat temperatuuri.
Süsinikukaare keevitamine
Süsinikukaarkeevitamise (CAW) protsessis kasutatakse metallühenduse keevitamiseks peamiselt süsinikvarda nagu elektrood. Selline kaarkeevitamine on vanim kaarkeevitusprotsess ja kaare tekitamiseks on vaja suurt voolu, madalat pinget. Mõnel juhul võib kaare tekitada kahe süsinikelektroodi vahel, mida nimetatakse kahekordseks süsinikkaarkeevituseks.
Gaasivolframkaarkeevitus
Gaasilist volframkaarkeevitust (GTAW) nimetatakse ka volfram-inertse gaasi keevitamiseks (TIGW). Seda tüüpi keevitusprotsessis saab materjali keevitamiseks kasutada mittetarbitavat volframelektroodi. Selles keevitamisel kasutatava elektroodi saab sulgeda selliste gaasidega nagu argoon, heelium jne. Need gaasid kaitsevad keevispiirkonda oksüdeerumise eest. Sellist keevitamist saab kasutada õhukeste lehtede keevitamiseks.
Gaasmetalli kaarkeevitus
Gaasmetalli kaarkeevitamist (GMAW) nimetatakse ka metalli inertse gaasi keevitamiseks (MIGW). See kasutab värsket metallelektroodi, mis on kaitstud gaasiga, nagu heelium, argoon jne. Need gaasid kaitsevad liitumisala oksüdatsiooni eest ja tekitavad mitu keevitusmaterjali kihti. Seda tüüpi kaarkeevitusprotsessis saab täitetraati pidevalt toita, kasutades metalli keevitamiseks mittetarvitatavat metallelektroodi.
Kaarega vee alla keevitamine
Automaatkeevitusmeetodil saab põhjakaarkeevitust (SAW) laialdaselt kasutada. Sellises keevitusprotsessis on elektrood täielikult voo graanulitega kaetud ja seda voogu saab elektrijuht mis ei takista elektrivarustust. Tahke voo kattekiht peatab sulanud metalli ultraviolettkiirguse ja atmosfääri eest.
SMAW - varjestatud metallist kaarkeevitus
Mõiste SMAW tähendab 'varjestatud metallkaarkeevitust', mida nimetatakse ka varjestatud varrukaarkeevituseks või käsitsi metallkaarkeevituseks (MMA / MMAW). Sellist keevitamist kasutatakse kohtades, kus kaar lööb nii tooriku kui ka metallvarda vahel. Nii et nende mõlema pind võib lahustuda, moodustades keevisõmbluse.
Kui voolukate sulab vardal kohe, moodustab see räbu ja gaasi, et kaitsta keevitatud basseini ümbruse eest. See on paindlik meetod ja sobib selliste materjalide nagu must ja värviline ühendamiseks paksuse materjali kaudu kõikides kohtades.
FCAW (voolukujuline kaarkeevitus)
Selline keevitamine on alternatiiv metallkaarkeevitusele. See vooluga südamikuga kaarkeevitus töötab nii elektroodi kui ka stabiilse pingeallikaga, nii et see tagab stabiilse kaare pikkuse. Selle meetodi jaoks kasutatakse kaitsegaasi või gaasi, mis moodustub voo kaudu, et tagada nakatumise eest ohutus.
ESW (elektrilöögikeevitus)
Sellise keevitamise korral tekib soojus voolu kaudu ja see läbib sulatatud räbu kasutades nii täitemetalli kui ka tooriku keevisõmbluse pinnale. Siin kasutatakse keevisvoot kahe tooriku vahelise tühimiku täitmiseks. Sellist keevitamist saab alustada nii elektroodi kui ka tooriku vahel oleva kaare kaudu.
Kaar tekitab kuumuse pulbri sulatamiseks ja muudab sulanud räbu. Siin sisaldab räbu vähem elektrijuhtivust, mida saab vedeliku tingimustes säilitada elektrivoolu kaudu tekkiva soojuse tõttu. Räbu saab 3500 ° F temperatuuri ja see on piisav tooriku ja kuluva elektroodi servade sulatamiseks. Metallist tilgad langevad keevisbasseini suunas ja ühendavad toorikud. Selline keevitamine on peamiselt rakendatav terasele.
Kaarnaela keevitamine
Seda tüüpi keevitamine on äärmiselt usaldusväärne ja seda kasutatakse paljudes rakendustes. Seda meetodit kasutatakse töödeldava detailiga mis tahes suurusega metalli keevitamiseks keevisõmbluse kõige suurema läbitungimise kaudu.
Seda tüüpi keevitamine võib tekitada 0,048-tollise paksusega mitteväärismetallide peal ühest küljest tugevaid keevisõmblusi. Selle kaare saab moodustada alalisvoolu toiteallika metallist kinnitusdetailide pukside ja naastude keevituspüstoli abil. Selles keevitamises kasutatakse kolme tavalist meetodit, nagu tõmmatud kaar, lühikese kaarega ja gaasikaare keevitamine.
Tõmmatud kaaremeetod töötab naastuga kinnitatud vooguga, et puhastada metalli pind kogu keevitamise ajal. Kogu keevitamise ajal saab voogu aurustada ja reageerida keskkonna saasteainete kaudu, et keevispiirkond oleks puhas.
Lühikese kaaremeetod sarnaneb tõmmatud kaarega, peale selle ei kasutata voolukoormust, vastasel juhul pole seda. Niisiis annab see meetod kaarnaelaga keevitamise tehnika lühima keevitusaja. Gaasikaare naastude meetod toimib staatilise kaitsegaasi abil, millel pole hülsi ega voogu, mis muudab selle automatiseerimise lihtsamaks.
Muud tüüpi kaarkeevitused
Me teame, et enamikus tööstusharudes kasutatakse metallkonstruktsioone ja kõige sagedamini kasutatavaid keevitusi käsitletakse eespool. Kuid mitmed muud meetodid võivad ka kahte või üle selle metalli kokku keevitada, nagu järgmine.
Elektrooniline tala keevitamine
EBM-i ehk elektronkiire keevitamist kasutatakse metallide ühendamiseks kõikjal, kus elektronlaineid kiirendatakse ühe metallpinna teise keevitamiseks suurel kiirusel. Kui elektronlaine on oma eesmärgi saavutanud, sulab mõjutatud koht just nii palju, et ühendada külgnev osa oma kohale.
Selline keevitamine on tööstuspiirkonnas väga populaarne. See tehnika on eriti kasulik lennundus- ja autotööstuse tootjatele, kes kasutavad seda keevitamist mitme metallosa ühendamiseks veoautodes, autodes, lennukites ja kosmosesõidukites. Vaakumil põhineva elektroonilise kiirkeevitamise olemuse tõttu on meetod kriisitöödeks vabanenud majades ja hoonetes kindel.
Aatomvesiniku keevitamine
AHW või Atomic vesinik keevitamine on vana metalli ühendamise tehnika, mis on tõhusamate tehnikate jaoks, näiteks gaasmetalli kaarkeevitamiseks, sageli üle ääre langenud. Üks piirkond, kus vesiniku automaatne keevitamine on endiselt tuttav, on volframkeevitus. Kuna volfram reageerib kuumusele äärmiselt hästi, on see keevitamine selle meetodi jaoks kindel.
Elektrilagude keevitamine
See on kiire keevitamine, mis leiutati 1950. aastatel. Selline keevitamine ühendab raskmetalle tööstuse seadmetes ja masinates kasutamiseks. Nagu nimigi ütleb, on see võetud elektriräbu keevitamiseks kasutatava tööriista suletud vasest veehoidjatest. Vesi peatab vedeliku räbu imbumise teistesse piirkondadesse kogu keevitusseansi vältel.
Süsinikukaare keevitamine
Kaarkeevitus CAW ehk süsinikkaarkeevitus on sidumismeetod, mida kasutatakse metallide ühendamiseks temperatuuril üle 300 kraadi. Seda tüüpi keevitamisel võib elektroodide ja ka metalli pindade vahel tekkida kaar. See tehnika oli kunagi populaarne, kuid nüüd oli see kahekordse süsinikukaarega vananenud.
Oksikütuse keevitamine
Selline keevitamine on meetod, mis kasutab metalli vormi sulatamiseks hapnikku ja vedelkütust. Prantsuse insenerid Charles Picard ja Edmond Fouché leiutati 20. sajandil. Selles protsessis kasutatakse hapniku tekitatud temperatuuri metalli pindaladel. See keevitamine toimub siseruumides.
Takistuse punktkeevitus
Resistentset punktkeevitust kasutatakse kohtades, kus soojus ühendab metalli pindu. Soojust saab tekitada elektrivoolude takistusest. Selline keevitamine kuulub keevitustehnika kogumisse, mida nimetatakse elektritakistuskeevituseks.
Takistuse õmbluste keevitamine
Takistusõmbluste keevitamine on tehnika, mis toodab metalli vahtpindade vahel seotud omaduste kaudu soojust. Selline keevitamine algab ühenduskoha ühelt küljelt ja töötab oma režiimi teise otsani. Niisiis sõltub see meetod peamiselt kaksikelektroodidest, mis on tavaliselt valmistatud vasest.
Projektsioon keevitamine
Projektsioonkeevitus on meetod, mis piirab soojust paigutamise täpses piirkonnas. See meetod on väga levinud projektides, kus kasutatakse naelu, mutreid ja muid keermestatud metallist kinnitusvahendeid, juhtmeid ja ristatud vardasid.
Külm keevitamine
Selle keevitamise alternatiivne nimi on kontaktkeevitus. Seda tüüpi keevitamist kasutatakse metallide pindade ühendamiseks kuumuse käes sulamata.
Kaarkeevitamise eelised
Kaarkeevituse eelised hõlmavad peamiselt järgmist.
- Kaarkeevitamisel on nii kiire kui ka keevitamise efektiivsus
- See sisaldab lihtsat keevitusseadet.
- See on lihtsalt teisaldatav.
- Kaarkeevitamine moodustab füüsiliselt võimsa sideme keevitatud metallide vahel.
- See tagab usaldusväärse keevituskvaliteedi
- Kaarkeevitamine pakub suurepärast keevituskeskkonda.
- The energiaallikas selle keevitamine pole kulukas.
- See keevitamine on kiire ja järjepidev protsess.
- Keevitaja saab kasutada tavalist koduvoolu.
Kaarkeevitamise puudused
Kaarkeevitamise puudused hõlmavad järgmist.
- Kaarkeevitamiseks on vajalik kõrge asjatundja.
- Sadestumiskiirus võib olla puudulik, kuna elektroodikate kipub põlema ja vähenema
- Elektroodi pikkus on 35 mm ja see vajab elektroodi vahetamist kogu tootmise kiiruse jaoks.
- Need ei ole reaktiivsete metallide nagu titaan ja alumiinium puhas
Rakendused
Kaarkeevitamise rakendused hõlmavad järgmist.
- Kasutatakse lehtmetalli keevitamisel
- Õhukeste, mustade ja värviliste metallide keevitamiseks
- Kasutatakse rõhu- ja surveanumate kujundamiseks
- Torustike areng tööstustes
- Kasutatakse autotööstuse ja kodusisustuse valdkonnas
- Laevaehituse tööstusharud
- Kasutatakse lennukite ja kosmosetööstuse tootmisel
- Automaatsed kere taastused
- Raudteed
- Sellised tööstusharud nagu ehitus, autotööstus, mehaanika jne
- Gaasivolframkaarkeevitust kasutatakse lennundustööstuses paljude valdkondade, näiteks lehtmetallide, ühendamiseks
- Neid keevitusi kasutatakse stantside, tööriistade parandamiseks ja enamasti metallide puhul, mis on valmistatud magneesiumist ja alumiiniumist.
- Enamik tootmistööstusi kasutab GTAW-d õhukeste toorikute, eriti värviliste metallide keevitamiseks.
- GTAW-keevitusi kasutatakse seal, kus on vajalik äärmine vastupidavus korrosioonile ja pragunemine pika aja jooksul.
- Seda kasutatakse kosmosesõidukite tootmisel
- Kasutatakse väikese läbimõõduga osade, õhukese seinaga torude keevitamiseks, muutes selle jalgrattatööstuses kasutatavaks
Seega on see kõik elektrikaarkeevitus ja see on paindlik keevitusmeetod. Elektriline kaarkeevitamise rakendused kaasata töötlevatesse tööstustesse võimsate liigeste loomiseks kogu maailmas nende omaduste tõttu, nagu hõlpsus ja suurepärane keevitamise efektiivsus. Seda kasutatakse kõige laiemalt erinevates tööstusharudes, et muul viisil renoveerida selliseid töid nagu autotööstus, ehitus, laevaehitus ja kosmosetööstus. Siin on teile küsimus, milline on kaarkeevitamise temperatuuri vahemik?